Handling aggressive chemicals safely and efficiently requires specialized equipment designed for durability and reliability. The Gol Pumps Self-Priming Chemical Pump (PVDF) GPD-532LF is an exceptional solution tailored for such demanding applications. This article explores the features, applications, and benefits of the GPD-532LF, demonstrating why it is a top choice for professionals dealing with chemical processes.
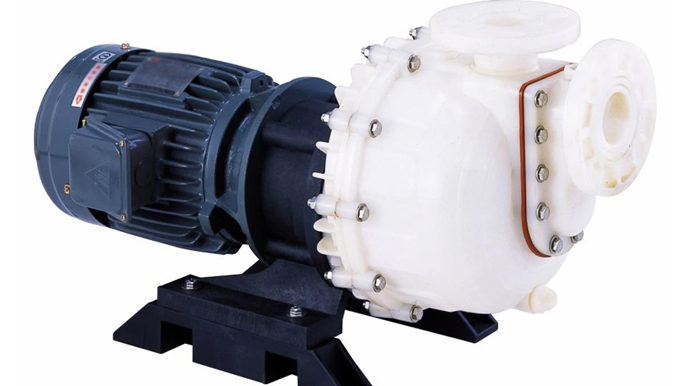
The Gol Pumps GPD-532LF is a self-priming chemical pump made from PVDF (Polyvinylidene Fluoride), known for its exceptional chemical resistance. This pump is specifically designed to handle a wide range of corrosive and hazardous chemicals, making it ideal for various industrial applications.
Key Features
Chemical Resistance: Constructed from high-quality PVDF, the GPD-532LF offers excellent resistance to a broad spectrum of chemicals, including acids, bases, and solvents. This ensures long-lasting performance and reliability in harsh environments.
Self-Priming Capability: The pump features a self-priming design, allowing it to start and run without the need for manual priming. This feature enhances operational efficiency and simplifies the pumping process.
Robust Construction: The GPD-532LF is built to withstand challenging conditions, with a robust design that ensures durability and longevity. Its sturdy construction reduces maintenance needs and minimizes downtime.
High Flow Rate: Capable of delivering high flow rates, the pump ensures efficient and rapid transfer of chemicals. This makes it suitable for large-scale industrial applications where quick and reliable chemical handling is essential.
Easy Maintenance: Designed with user convenience in mind, the GPD-532LF allows for easy maintenance and servicing. This reduces operational costs and ensures the pump remains in optimal working condition.
Safety Features: The pump is equipped with various safety features, including leak detection and overload protection, to ensure safe operation when handling hazardous chemicals.
Applications
The Gol Pumps Self-Priming Chemical Pump (PVDF) GPD-532LF is ideal for use in various industries and applications, including:
Chemical Processing: Handling and transferring corrosive chemicals in manufacturing processes.
Water Treatment: Dosing and transferring chemicals for water and wastewater treatment.
Pharmaceuticals: Ensuring safe and efficient transfer of chemicals in pharmaceutical manufacturing.
Mining: Pumping and transferring chemicals used in mineral processing and extraction.
Agriculture: Distributing fertilizers, pesticides, and other agricultural chemicals.
Benefits
Enhanced Safety: The chemical resistance and safety features of the GPD-532LF ensure safe handling of hazardous substances, protecting both personnel and equipment.
Operational Efficiency: The self-priming capability and high flow rate of the pump enhance operational efficiency, reducing downtime and improving productivity.
Long-Term Reliability: The robust construction and high-quality materials used in the GPD-532LF ensure long-term reliability and reduce the need for frequent maintenance.
Versatility: Its ability to handle a wide range of chemicals makes the GPD-532LF a versatile tool suitable for diverse industrial applications.
Cost Savings: By minimizing maintenance requirements and ensuring efficient operation, the GPD-532LF helps reduce operational costs and improves overall return on investment.
Conclusion
The Gol Pumps Self-Priming Chemical Pump (PVDF) GPD-532LF is a premier solution for professionals handling aggressive chemicals. Its high chemical resistance, self-priming capability, robust construction, and user-friendly design make it an indispensable tool in chemical processing, water treatment, pharmaceuticals, mining, and agriculture. Investing in the GPD-532LF ensures safe, efficient, and reliable chemical handling, ultimately leading to improved operational efficiency and cost savings.

 GPD-532LF: Excellence in Chemical Handling 3")
 GPD-532LF: Excellence in Chemical Handling 4")
 GPD-532LF: Excellence in Chemical Handling 5")
 GPD-532LF: Excellence in Chemical Handling 6")
 GPD-532LF: Excellence in Chemical Handling 7")
 GPD-532LF: Excellence in Chemical Handling 8")